

Milk reaches your table looking fresh and clean. But before it gets there, it goes through one of the most important safety steps in food production: pasteurization.
Milk pasteurization is the controlled application of heat to milk and dairy products. The goal is to destroy harmful microorganisms, including Salmonella, Listeria, E. coli, Campylobacter, and Coxiella burnetii, without significantly changing the taste or nutritional value of the milk. This process has been a recognized public health standard since the early twentieth century.
Today, pasteurization is legally required in most jurisdictions. The FDA prohibits the interstate sale of raw milk. The Pasteurized Milk Ordinance (PMO) governs how U.S. dairy plants must process, test, and handle milk.
If you manage a dairy plant, work in food safety, or want to understand what actually happens to milk before it hits store shelves, this guide is for you. We walk through the science, the types of pasteurization, and each step of the plant process, from raw milk intake to packaged, shelf-ready product.
To understand where pasteurization fits within the bigger picture, it helps to first look at how dairy processing operations are structured from farm to plant.
Why Pasteurize Milk? Health Risks and Regulation
Raw milk is not inherently clean. Even milk produced under careful sanitation conditions can harbor dangerous pathogens. Consuming unpasteurized milk has been directly linked to outbreaks of illnesses, including E. coli O157:H7 infection, listeriosis, salmonellosis, and Q-fever. These are not minor stomach upsets. Some of these illnesses can lead to severe complications, hospitalization, or death.
Even milk produced under good sanitation practices can carry pathogens. Understanding biological contamination in food systems is an essential context for anyone working in dairy or food production.
Who Is Most at Risk?
Not everyone faces the same danger. The groups most vulnerable to raw milk pathogens include:
- Children under five years old
- Pregnant women and their unborn children
- Older adults over 65
- Individuals with weakened immune systems
Regulatory Framework
In the United States, the FDA prohibits the interstate sale of raw milk. Most states also require pasteurization for commercially sold milk. The Pasteurized Milk Ordinance (PMO) is the primary federal standard governing dairy plant safety, setting the baseline for testing protocols, equipment requirements, and pathogen controls.
For a broader view of how food safety standards apply across the food production chain, that context is worth building before diving deeper into the pasteurization process.
History and Science of Pasteurization
French scientist Louis Pasteur developed the concept of pasteurization in the 1860s. His experiments showed that heating beverages to a specific temperature killed harmful microbes without destroying the product. His work was initially applied to wine and beer, but dairy scientists quickly recognized its value for milk.
By the late nineteenth century, dairy plants in the U.S. and Europe began adopting the process. Early flash pasteurization methods used temperatures around 80°C. As researchers learned more about specific pathogens, particularly Coxiella burnetii, the bacterium responsible for Q-fever, standards were revised upward. This organism proved more heat-resistant than earlier methods anticipated, triggering a complete rethinking of temperature-time combinations.
The Science Behind It
Pasteurization does not sterilize milk. It reduces pathogenic and spoilage bacteria to levels that are safe for human consumption. The FAO and WHO define pasteurization as a heat treatment specifically designed to reduce pathogenic microorganisms in milk to levels that pose no significant health risk.
The temperature-time combinations used today were calibrated specifically to ensure elimination of Coxiella burnetii, which was identified as the most heat-resistant of the common dairy pathogens. The current standard of 62.8°C for 30 minutes (batch) or 71.7°C for at least 15 seconds (continuous) reflects this.
The 1924 Standard Milk Ordinance laid the regulatory groundwork that eventually became the modern PMO. That framework has been updated several times since then to incorporate new scientific findings.
Types of Milk Pasteurization and Time-Temperature Combinations
Not all pasteurization is the same. The right method depends on what you are processing, how much volume you handle, and what shelf life the product needs. The International Dairy Foods Association (IDFA) recognizes several standard methods, each suited to specific applications.
| Method | Temperature / Time | Applications |
|---|---|---|
| LTLT (Vat / Batch Pasteurization) | 145°F (63°C) for ≥30 min | Artisan dairies, small-batch operations, specialty cheese pre-treatment. Gentle heating preserves subtle flavors. |
| HTST (High-Temperature Short-Time) | 161°F (72°C) for ≥15 sec | Industry standard in the U.S. Used in most large-scale fluid milk operations. Energy-efficient via regenerative heat exchange. |
| HHST (Higher-Heat Shorter-Time) | 191–212°F (89–100°C) for 0.05–1 sec | Concentrated or high-fat products. Extends shelf life beyond HTST without reaching UHT. |
| Ultra-Pasteurization / UHT | 280°F (138°C) for ≥2 sec | Shelf-stable milk and dairy products. Combined with aseptic packaging. Slight cooked flavor expected. |
| Thermization / ESL | 135–154°F (57–68°C) for 5 sec–30 min | Pre-treatment before cheesemaking. Reduces psychrotrophic bacteria. Mild treatment for extended refrigerated life. |
| Sterilization | 230–257°F (110–125°C) for 5–20 min | Destroys all bacteria and spores. Used for canned milk and long-shelf ambient products. |
LTLT (Vat Pasteurization)
LTLT heats milk in a closed vat to 145°F (63°C) and holds it there for at least 30 minutes, per IDFA standards. The process is gentle. It preserves subtle flavors that higher-heat methods can strip away, which is why artisan cheesemakers and small dairy producers favor it. The trade-off is efficiency. Vat pasteurization is slow and energy-intensive compared to continuous-flow systems, making it impractical for high-volume operations.
HTST (High-Temperature Short-Time)
HTST is the industry standard in the United States. Milk passes through a plate heat exchanger, where it is rapidly heated to 161°F (72°C) and held for at least 15 seconds, as specified by IDFA. This method uses regenerative heat exchange, where outgoing warm milk transfers heat to incoming cold milk, recovering significant energy. It is fast, scalable, and used in the vast majority of large dairy processing operations.
HHST and Ultra-Pasteurization (UHT)
HHST operates at temperatures between 191°F and 212°F (89°C to 100°C) with extremely short hold times of 0.05 to 1 second. It suits concentrated or high-fat dairy products where an extended shelf life matters.
UHT takes milk to 280°F (138°C) for at least 2 seconds, producing shelf-stable milk that requires no refrigeration until opened. UHT milk has a recognizable cooked flavor, which is an expected outcome of the high-heat treatment. This process is typically combined with aseptic packaging to maintain sterility throughout distribution.
Thermization, ESL, and Sterilization
Thermization is a mild heat treatment at 57 to 68°C for 5 seconds to 30 minutes. It is commonly used as a pre-treatment before cheesemaking, reducing psychrotrophic bacteria without fully pasteurizing the milk. ESL (Extended Shelf Life) processing follows similar principles and extends refrigerated shelf life without meeting full pasteurization thresholds.
Sterilization uses temperatures between 110°C and 125°C for 5 to 20 minutes, according to PMC research. It destroys all bacteria and spores, including the heat-resistant ones that survive standard pasteurization. It makes it suitable for canned milk and certain long-shelf ambient dairy products where sterilization is more appropriate than pasteurization.
Step-By-Step Pasteurization in Dairy Plants
Running a dairy plant means managing every unit operation precisely. A deviation at any stage can mean a rejected product, a regulatory flag, or a serious safety incident. Here is how the full process works, from raw milk arrival to packaged product.
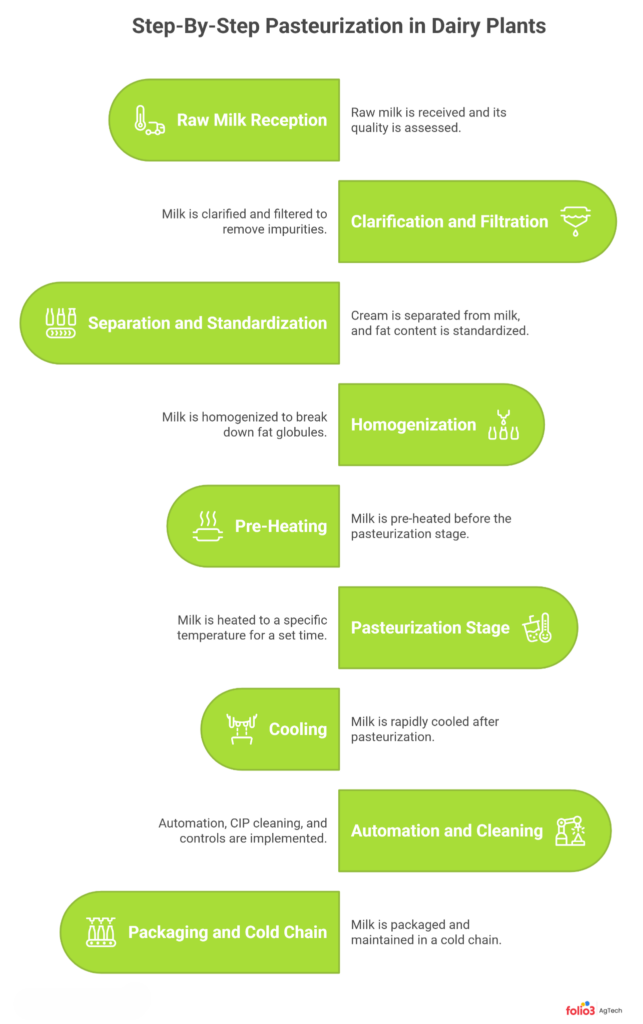
Step 1: Raw Milk Reception and Quality Assessment
When raw milk arrives at the plant, it is cooled to approximately 39°F (4°C) and held in insulated bulk tanks. Samples are taken immediately upon arrival to test for:
- Antibiotic residues
- Somatic cell count (SCC), which can indicate mastitis in the herd and affects milk quality
- Microbial load and total bacterial count
- Temperature compliance and transport hygiene
The PMO requires testing for pathogens and coliforms at this stage. Milk that does not meet minimum standards is rejected outright. A high SCC reading is a red flag for both animal health and downstream product quality. Meanwhile, elevated SCC is directly linked to increased microbial activity and shorter milk shelf life.
Step 2: Clarification and Filtration
Before pasteurization begins, the milk is cleaned. Centrifugal clarifiers spin out dirt, somatic cells, leukocytes, and other particulates, reducing the initial microbial burden. Some modern plants add microfiltration at this stage for more aggressive bacterial reduction before the heat treatment begins.
Stainless-steel mesh filters catch any macro-impurities that pass through intake handling. These filters are sanitized and replaced on a strict maintenance schedule to prevent them from becoming contamination points themselves.
Step 3: Separation and Standardization
Continuous centrifuges separate raw milk into its cream and skim milk fractions. Fat content is then standardized by blending the two back together in precise ratios.
This step ensures every batch meets market specifications. Whole milk, for example, must be standardized to approximately 3.25% fat. Consistency here protects product quality and protects your brand’s credibility across every batch you ship.
Step 4: Homogenization
Milk is pumped through high-pressure homogenizers at around 2,000 psi. This breaks down fat globules and disperses them evenly throughout the milk, preventing cream from separating to the surface. Without homogenization, fat would rise and separate during storage.
In batch systems, homogenization typically occurs after pasteurization. In continuous HTST systems, it is positioned between heating stages. The exact placement depends on your plant layout and product spec.
Step 5: Pre-Heating and Heat Exchanger Setup
In HTST systems, cold raw milk enters the plate heat exchanger and is pre-warmed using heat recovered from the outgoing pasteurized milk. This regenerative heating design is one of the most energy-efficient features in modern dairy processing. Regenerative heating can recover a significant portion of the energy invested in the pasteurization cycle.
Balance tanks maintain a steady head of milk into the pasteurizer, preventing flow fluctuations that could shorten hold times. Feed pumps deliver consistent flow rates. Temperature sensors, flow meters, and recording thermometers are all calibrated in accordance with PMO requirements, and calibration records must be maintained for audit purposes.
Step 6: The Pasteurization Stage
This is the core of the process. Milk moves through the heating section of the plate heat exchanger and reaches the target temperature for a standard HTST system, that is 161°F (72°C). From there, it enters a precisely sized stainless-steel holding tube.
The holding tube is sized so that every particle of milk spends at least 15 seconds at or above the target temperature. There is no shortcut. Every drop must meet the time-temperature requirement.
A critical safety device called the Flow Diversion Valve (FDV) monitors outlet temperature in real time. If the temperature drops below the set point even briefly, the FDV automatically routes the milk back through the system for reheating. No under-processed milk can exit the holding tube and proceed to packaging.
Temperature monitoring is dual-redundant. Electronic sensors and mechanical recording thermometers both capture continuous data. Any deviation triggers an automatic alarm and is recorded for regulatory review.
Step 7: Cooling and Post-Pasteurization Handling
Immediately after the holding tube, milk enters the cooling section of the heat exchanger. Chilled water or a glycol loop brings the temperature back down to 39°F (4°C) rapidly. Fast cooling is not optional.
Delayed cooling allows spore-forming bacteria to germinate and multiply in the warm milk. It also causes off-flavors that shorten shelf life. The outgoing cold milk simultaneously pre-cools the incoming raw milk, completing the regenerative loop and saving energy on every cycle.
Step 8: Automation, CIP Cleaning, and Controls
Modern dairy plants run HTST systems with programmable logic controllers (PLCs) and SCADA systems. These monitor time-temperature history in real time, log all data automatically, and flag deviations for review. If you want a sense of how rigorous dairy plant data logging and record-keeping needs to be under PMO standards, this is the operational layer where that discipline lives.
Clean-in-Place (CIP) cycles run between production shifts using caustic and acid cleaners. CIP ensures that the internal surfaces of the pasteurizer, holding tubes, and all product-contact lines are microbiologically clean. Skipping or shortcutting CIP is one of the leading causes of post-pasteurization contamination in dairy plants.
Safety interlocks and emergency stops protect both personnel and product integrity throughout the operation. These controls are not optional add-ons. They are PMO requirements.
Step 9: Packaging and Cold Chain
Pasteurized milk is transferred under sanitary conditions to filling machines. Packaging options include HDPE plastic bottles, paperboard cartons, and aseptic packs for UHT products. Each package is coded for traceability, capturing batch number, production date, and best-before date.
From filling, the product moves into refrigerated storage at 37°F (3°C) and then into the distribution cold chain. Supply chain tracking through the distribution network is just as critical as the pasteurization step itself. A temperature break anywhere in the cold chain can undo everything the plant achieved during processing.
Milk Quality Assurance and Testing
Pasteurization equipment doing its job is not enough on its own. You need systematic testing to confirm that the process worked and the product is safe. Strong quality control protocols apply equally in dairy environments as they do in fresh produce handling, and the stakes are just as high.
The Alkaline Phosphatase Test
This is the primary method used to confirm pasteurization was adequate. Alkaline phosphatase is an enzyme naturally present in raw milk. It is slightly more heat-resistant than most common dairy pathogens. If the enzyme is still active after pasteurization, that signals the milk was not heated to the required temperature, or that it was contaminated post-process.
A positive phosphatase result means the batch must be withheld immediately and investigated before any product is released.
Microbiological Testing
Routine microbiological assays check for:
- Total bacterial count (TBC)
- Coliform count
- Specific pathogen screens: Salmonella, Listeria, E. coli
Dairy plants that want to automate SCC tracking, milk quality monitoring, and PMO compliance documentation in one place can benefit from purpose-built dairy milk management software. It replaces the manual record-keeping that leaves many operations exposed during co-op audits and regulatory inspections.
Nutritional and Sensory Assessment
One of the most common concerns dairy producers hear from consumers is whether pasteurization damages the milk. The evidence says otherwise. Pasteurization does not significantly alter the fat, protein, or mineral content of milk. A minor reduction in vitamin C occurs, but milk is not a primary dietary source of vitamin C, so this change is nutritionally insignificant.
HTST-pasteurized milk retains fresh flavor and texture. UHT milk has a slight cooked taste, which is an expected and well-documented outcome of the higher heat exposure. Sensory assessments are included in routine QA to catch any off-flavors that may signal process deviation or contamination.
Record keeping and regulatory compliance under PMO requirements mean that all QA data logs must be maintained and made available during third-party audits. It is also where frameworks like HACCP integrate with pasteurization operations to provide an additional layer of documented food safety control.
Benefits and Impact on Milk Quality
Pasteurized milk is safer, longer-lasting, and nutritionally sound. The benefits extend well beyond pathogen reduction, supporting both consumer health and commercial dairy viability.
Safety
It is the reason pasteurization exists. The process destroys pathogens responsible for tuberculosis, diphtheria, brucellosis, and gastroenteritis. Pasteurization reduces the risk of illness from these organisms by 99.999%. That is not a marginal improvement. It is the difference between a functioning commercial dairy supply chain and a recurring public health crisis.
Extended Shelf Life
By reducing spoilage bacteria alongside pathogens, pasteurization extends the refrigerated shelf life of milk from just a few days (for raw milk) to two to three weeks under proper cold chain conditions. UHT products can last months at ambient temperature when sealed in aseptic packaging.
Nutritional Integrity
The nutritional profile of pasteurized milk is nearly identical to that of raw milk. Fat content, protein levels, calcium, and most vitamins are preserved through the heat treatment. Any small reductions in heat-labile compounds, like vitamin C, are nutritionally insignificant. Milk is simply not relied upon as a meaningful vitamin C source in a typical diet.
Sensory Quality
Well-executed pasteurization maintains fresh taste and texture. The flavor difference between raw and HTST-pasteurized milk is not detectable by most consumers. The only noticeable sensory change occurs with UHT treatment, where the cooked flavor is a known and accepted trade-off for the shelf stability it delivers.
Market and Consumer Trust
Pasteurization underpins the consumer confidence that makes commercial dairy markets function. Without it, retail distribution of fluid milk at scale would not be viable. It also enables export markets where regulatory compliance with international food safety standards is non-negotiable.
Challenges and Future Innovations
Pasteurization handles the major threats effectively. But heat-resistant pathogens, energy costs, and evolving consumer preferences are pushing the dairy industry toward new solutions.
Heat-Resistant Organisms and Post-Pasteurization Contamination
Pasteurization is not a catch-all. Some spore-forming bacteria, including Bacillus species, can survive standard heat treatments. Post-pasteurization contamination from Gram-negative psychrotrophic bacteria is a recognized cause of spoilage and, in some cases, safety concerns. That’s why CIP discipline, cold chain management, and plant hygiene practices matter so much after the heat step. The heat treatment is only one layer of your defense.
Emerging Non-Thermal Technologies
Researchers are actively investigating alternatives and supplements to thermal pasteurization. These include:
- High-pressure processing (HPP): Uses pressure rather than heat to inactivate pathogens
- Pulsed electric fields (PEF): Disrupt cell membranes with rapid electrical pulses
- Power ultrasonics: Uses high-frequency sound waves to destabilize microbial cells
- Microfiltration combined with low-heat treatment: Physically removes bacteria while limiting heat exposure
These technologies aim to deliver equivalent or better microbial reduction while preserving more heat-sensitive nutrients and enzymes. None has fully replaced thermal pasteurization at a commercial scale, but several are being integrated into hybrid systems at forward-thinking operations.
Sustainability and Energy Use
Regenerative heat exchange already reduces energy consumption significantly in HTST systems. The industry is looking at further improvements through optimized process control and IoT-enabled monitoring, which can detect process inefficiencies in real time. Waste heat recovery systems and smarter CIP scheduling are also being explored as ways to reduce the carbon footprint of commercial dairy pasteurization.
Consumer Communication
Interest in raw milk continues to grow in some consumer segments. The scientific and regulatory community maintains a clear, consistent position: pasteurization is safe, effective, and necessary at commercial scale. The evidence supporting pasteurization is substantial and continues to grow. Communicating that evidence clearly to consumers, without being dismissive of their concerns, remains an ongoing industry challenge.
Conclusion and Key Takeaways
Milk pasteurization is one of the most effective public health interventions in food production history. The process is not just about applying heat. It is about precision across every stage: raw milk reception, standardization, the holding tube, the flow diversion valve, CIP cycles, and the cold chain that follows.
Getting it right requires proper equipment, trained personnel, disciplined quality testing, and full regulatory compliance. For dairy processors, continuous improvement in these areas is not optional. It is the baseline standard.
As the industry looks forward, the fundamentals remain the same: control the time and temperature, protect the product from post-processing contamination, document everything, and keep training your team. That is what safe milk production looks like in practice.
FAQs
Does Pasteurization Kill All Bacteria in Milk?
No. Pasteurization reduces pathogenic bacteria to safe levels but does not sterilize milk. Some heat-resistant spore-forming bacteria, such as Bacillus species, can survive standard heat treatments. Full sterilization, which uses significantly higher temperatures, is required to eliminate all microorganisms.
What Is the Difference Between Pasteurized and UHT Milk?
HTST-pasteurized milk is heated to 161°F for 15 seconds and must be refrigerated throughout its shelf life. UHT milk is heated to 280°F for at least 2 seconds, making it shelf-stable at room temperature until opened. UHT milk has a noticeable cooked flavor as a trade-off for that ambient stability.
How Long Does Pasteurized Milk Last?
Standard HTST-pasteurized milk lasts 2 to 3 weeks under proper refrigeration from the date of processing. UHT milk can last several months at room temperature when the packaging is sealed. Once either product is opened, it should be consumed within 7 days and kept refrigerated.
Does Pasteurization Change the Nutritional Value of Milk?
Pasteurization does not significantly change the fat, protein, calcium, or most vitamin content in milk. A minor reduction in vitamin C occurs during heating, but this is nutritionally insignificant because milk is not a meaningful dietary source of vitamin C. The macronutrient and mineral profile remains intact.
What Is the Pasteurized Milk Ordinance (PMO)?
The PMO is the primary federal regulatory standard in the United States governing how milk is tested, processed, and handled at commercial dairy plants. It sets minimum requirements for equipment specifications, temperature protocols, testing procedures, and record-keeping practices that all licensed dairy operations must follow.
Is Raw Milk Safer Than Pasteurized Milk?
No. Raw milk can contain dangerous pathogens, including Salmonella, Listeria, and E. coli, even when produced under clean conditions. The FDA and CDC consistently advise against consuming raw milk. Pasteurization dramatically reduces the risk from these pathogens without meaningfully changing the nutritional value of the product.