

The dairy processing industry has come a long way from the days of hand-churned butter and open-vat pasteurization. Today, your facility is more likely to be shaped by IoT sensors, automated production lines, and data-driven quality controls than by tradition alone. Whether you’re a dairy plant owner looking to modernize or an entrepreneur evaluating this space, the shift to smart processing is where competitive advantage lives.
This guide walks you through every stage of the dairy manufacturing process, from raw milk reception to packaging. You’ll also explore the equipment that powers a commercial dairy processing line, how Industry 4.0 technologies are changing the plant floor, and what sustainability compliance looks like under current EPA guidelines. Let’s get into it.
What Is Processed Dairy? Understanding the Industry Landscape
In a commercial context, processed dairy refers to the transformation of raw milk into safe, standardized, and marketable products such as pasteurized milk, cheese, yogurt, butter, and whey-based ingredients. The process goes far beyond simple heating. It involves a chain of precisely controlled steps: clarification, separation, standardization, pasteurization, homogenization, and packaging. As a result, it collectively ensures food safety, extends shelf life, and creates the product diversity your customers demand.
The economic weight of this sector is significant. The global dairy market was valued at approximately $1.02 trillion in 2025 and is projected to grow to $1.49 trillion by 2033, at a compound annual growth rate of 4.91%. This expansion is fueled by rising health consciousness, innovation in processing technology, and increasing demand for functional and fortified dairy products across emerging and developed economies alike.
Without processing, raw milk is highly perishable and carries significant food safety risks. Commercial dairy processing solves three core challenges simultaneously: it eliminates pathogens, extends product shelf life from days to weeks or even months, and enables the diversification of milk into dozens of value-added products. For you as a plant operator, every one of those outcomes translates directly to revenue, compliance, and brand credibility.
The Step-by-Step Complete Dairy Manufacturing Process
Every gallon of milk on your shelf follows a precise chain of processing steps. Understanding these dairy processing steps helps you optimize yield, ensure safety, and maintain regulatory compliance at every stage.
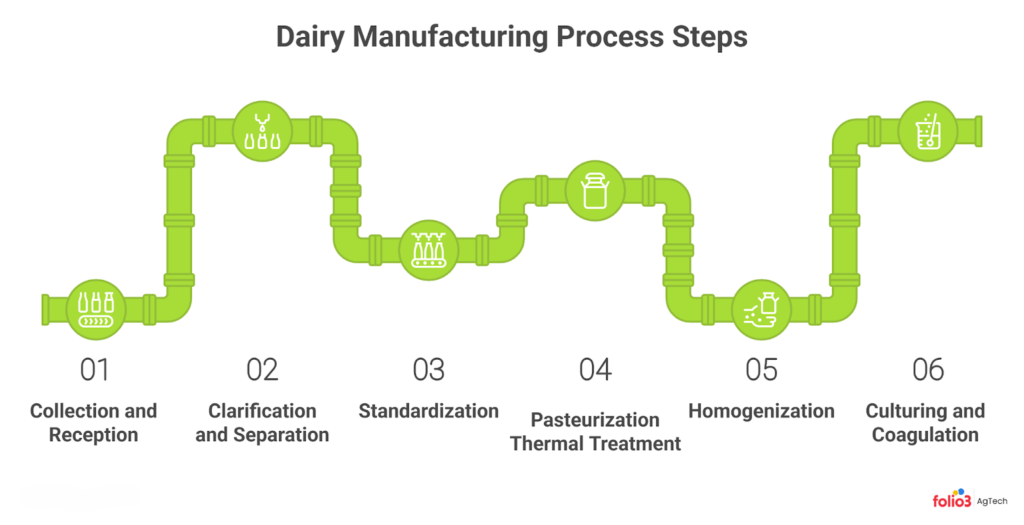
1. Collection and Reception
The dairy process begins the moment insulated tanker trucks arrive at your facility. At the reception dock, every load undergoes immediate quality testing, including antibiotic screening, temperature verification, sensory analysis, and fat or protein content checks. Milk that fails any parameter is rejected before it ever enters the production line. Once approved, the raw milk is rapidly chilled to 4°C (39°F) or below and transferred into refrigerated storage silos, where it awaits processing within hours. Tight controls at this stage protect every downstream step from contamination and quality drift.
2. Clarification and Separation
Once the raw milk clears reception, it moves into high-speed centrifugal separators. Clarification removes somatic cells, sediment, and other physical impurities without altering the milk’s composition. In the same process, the centrifuge separates raw milk into two streams: cream (fat) and skim milk.
This separation is critical because it gives you precise control over what comes next. The cream and skim milk can be routed independently; cream toward butter or ice cream production, skim milk toward protein concentrates, or recombined at exact ratios during standardization. Modern centrifugal separators operate continuously at speeds exceeding 6,000 RPM, handling thousands of liters per hour while maintaining hygienic conditions. For your plant, this step is where raw material becomes a controllable asset.
3. Standardization
After separation, standardization recombines cream and skim milk to achieve the legally mandated fat content for each product category. For example, whole milk requires approximately 3.25% milkfat, reduced-fat milk needs 2%, low-fat requires 1%, and skim milk must fall below 0.5%. All of it is specified under FDA standards of identity (21 CFR §131.110).
In a modern milk processing plant, automated inline standardization systems use continuous fat sensors and control valves to adjust the cream-to-skim ratio in real time. It eliminates the batch-by-batch manual testing that older facilities relied on and reduces product variability.
Meanwhile, precise standardization matters because even small deviations can trigger regulatory non-compliance or negatively impact the taste and texture your customers expect. It’s also where you protect your margins: over-enriching milk with cream costs money, while under-enriching risks label inaccuracy.
4. Pasteurization and Thermal Treatment
Pasteurization is the single most critical safety step in the dairy manufacturing process. Its purpose is straightforward: destroy pathogenic bacteria, including Salmonella, Listeria monocytogenes, and E. coli O157:H7, while preserving the milk’s nutritional profile.
Two primary methods dominate commercial operations. HTST (High Temperature Short Time) pasteurization heats milk to 72°C (161°F) for 15 seconds, which is the standard for fluid milk sold under refrigeration. UHT (Ultra-High Temperature) processing heats milk to 135–150°C (275–302°F) for 2–5 seconds, enabling shelf-stable packaging that doesn’t require refrigeration for months.
Moreover, your choice between HTST and UHT depends on distribution logistics, target markets, and product positioning. HTST preserves a more “fresh” flavor, while UHT opens doors to export markets and longer supply chains.
5. Homogenization
Without homogenization, the fat in milk separates and rises to the top. It creates a cream layer that consumers generally don’t want in their store-bought carton. Homogenization solves this by forcing milk through narrow orifices at pressures ranging from 2,000 to 2,500 psi. This mechanical action breaks fat globules from their natural size of around 1–10 micrometers down to 1 micrometer or less.
The result is a uniform, stable product with improved mouthfeel and whiter appearance. From a business perspective, homogenization also extends shelf stability and ensures that your product looks and tastes consistent from the first pour to the last. It typically occurs immediately before or after pasteurization, depending on your processing line configuration.
6. Culturing and Coagulation (For Cheese and Yogurt)
At this stage, the dairy process diverges for value-added products. For yogurt production, pasteurized milk is inoculated with bacterial starter cultures, typically Lactobacillus bulgaricus and Streptococcus thermophilus, and held at controlled temperatures (around 42–46°C) until the desired acidity and texture develop.
Cheese manufacturing follows a different path. Rennet (an enzyme) is added to coagulate the milk proteins, forming a gel-like curd. The curd is then cut, heated, pressed, and aged based on the specific cheese variety. These processes represent some of the highest-margin product lines in a dairy processing plant. It makes them a strategic priority for operators looking to diversify beyond fluid milk. However, the equipment is specialized as cheese vats, curd mills, and aging rooms require dedicated capital investment and careful facility planning.
How to Set Up a Commercial Milk Processing Plant
Building a dairy processing plant requires deliberate planning across equipment, hygiene, and packaging systems. Getting the foundation right from day one saves you from costly retrofits and compliance gaps down the road.
Core Machinery and Equipment
The anatomy of a dairy processing line follows the production flow outlined above, with each stage requiring purpose-built machinery. Your equipment choices directly affect throughput, product quality, energy consumption, and long-term maintenance costs. For a mid-scale fluid milk operation processing 50,000 liters per day, here’s the core equipment stack you need to plan around:
| Equipment Name | Process Stage | Key Function / ROI |
| Bulk Milk Cooler / Silo | Reception & Storage | Rapid chilling to 4°C prevents bacterial growth before processing |
| Centrifugal Separator | Clarification & Separation | Removes impurities; splits cream and skim milk for standardization |
| Inline Standardization Unit | Standardization | Automates fat-content blending; ensures label accuracy and regulatory compliance |
| Plate Heat Exchanger (PHE) | Pasteurization / Thermal Treatment | Enables HTST/UHT processing; ensures pathogen destruction with energy recovery |
| High-Pressure Homogenizer | Homogenization | Breaks fat globules; prevents cream separation and improves mouthfeel |
| Cheese Vat / Culture Tank | Culturing & Coagulation | Controls fermentation for yogurt/cheese; directly enables value-added product lines |
| CIP (Clean-in-Place) System | Sanitation (All Stages) | Automates equipment cleaning cycles; critical for FDA/USDA hygiene compliance |
| Aseptic Filler / Packaging Line | Packaging & Filling | Fills and seals product under sterile conditions; directly impacts shelf life and safety |
When scoping your dairy processing line, map each piece of equipment to the specific milk processing steps it serves. It prevents overinvestment in one area and underinvestment in another, a common mistake for first-time plant builders.
Hygienic Facility Design
Hygienic design is not optional in a dairy processing plant; it’s the foundation of regulatory approval and product safety. Your facility layout should enforce a unidirectional flow of raw materials to finished products. As a result, it will physically separate raw milk reception from pasteurized product areas to prevent cross-contamination.
Clean-in-Place (CIP) systems are non-negotiable. These automated systems circulate cleaning and sanitizing solutions through tanks, pipes, and processing equipment without disassembly. A well-designed CIP program reduces downtime between production runs. Plus, it ensures that your facility consistently meets FDA Grade A Pasteurized Milk Ordinance (PMO) and USDA sanitary requirements under 7 CFR Part 58.
Beyond CIP, your facility design should include sanitary stainless-steel piping (3-A Sanitary Standards), sealed floor drains, positive air pressure in processing rooms, and controlled access points. These elements collectively protect product integrity and simplify your path through regulatory audits.
Packaging and Filling Integration
The transition from processing to packaging is one of the highest-risk points in your entire production line. Any break in the sterile chain at this stage can compromise product safety and shelf life. Aseptic filling systems address this by packaging the product in a sterile environment. Both the product and the container are sterilized independently before being combined in a sealed chamber.
For UHT products, aseptic packaging is essential for achieving shelf stability without refrigeration. Even for HTST-pasteurized products, modern filling lines use clean-fill or ultra-clean technologies to minimize contamination risk. When specifying your packaging line, consider container formats (cartons, bottles, pouches), fill speeds, downstream labeling, and integration with your plant’s automation layer. The packaging stage is the final touchpoint before your product reaches customers, and it protects everything you’ve built upstream.
Industry 4.0: Dairy Processing Technology and Data
“Dairy data processing” refers to the systematic collection, analysis, and application of operational data across your plant using IoT sensors, SCADA (Supervisory Control and Data Acquisition) systems, and ERP (Enterprise Resource Planning) platforms. The concept is simple: every piece of equipment, every batch of milk, and every temperature reading generates data.
In a connected dairy processing plant, inline sensors monitor milk temperature, fat content, pH, and flow rates continuously. This real-time data feeds into a SCADA system that provides plant-floor operators with live dashboards and automated alerts.
At a higher level, an ERP for dairy industry operations ties this operational data to procurement, inventory, financial reporting, and compliance documentation. It gives you a single source of truth across the entire business.
The benefits are measurable:
- Predictive Maintenance: Sensor data on equipment vibration, temperature, and cycle counts identifies wear patterns before breakdowns occur, reducing unplanned downtime by up to 30–50% according to industry estimates.
- Reduced Product Loss: Real-time monitoring catches deviations like a pasteurizer falling below target temperature before an entire batch is compromised.
- Automated Standardization: Inline fat and protein sensors paired with control valves adjust the cream-to-skim ratio automatically, eliminating manual sampling delays and reducing giveaway.
- Regulatory Traceability: Digital records of every critical control point streamline FDA and USDA audit preparation and recall readiness.
Automation in Quality Control
Traditional quality control in dairy relied on periodic lab sampling, pulling a sample every hour or every batch, and waiting for results. The problem with this approach is time. By the time a lab test flags an issue, thousands of liters may have already moved downstream.
Modern dairy processing technology deploys near-infrared (NIR) spectroscopy, ultrasonic flow meters, and conductivity sensors directly in the processing line. These instruments measure fat, protein, lactose, and somatic cell counts in real time, at the point of production.
When paired with AI-driven analytics, these sensor networks can detect subtle quality shifts and predict deviations before they become costly. For instance, an unexpected shift in conductivity during pasteurization might indicate early biofilm formation, prompting an automated CIP cycle before product quality degrades.
This combination of inline sensing and intelligent automation reduces human error and improves batch consistency. Plus, it frees your QC team to focus on root-cause analysis instead of routine sampling. It’s a meaningful upgrade for any plant looking to scale production without proportionally scaling labor. The broader adoption of IoT in agriculture is accelerating these capabilities, connecting farm-level and plant-level data into a unified operational picture.
Managing Dairy Processing Effluent and Compliance for Sustainability
Environmental compliance is a non-negotiable operating cost for every dairy plant. Understanding effluent regulations and eco-friendly practices helps you manage that cost and potentially turn waste into a resource.
EPA Effluent Guidelines
A milk processing plant is water-intensive. Dairy processing facilities typically consume between 1 and 10 liters of water for every liter of milk processed, depending on the facility’s age, technology, and product mix. That water, once used, carries significant organic loads, making wastewater management a primary compliance challenge.
The EPA’s Dairy Products Processing Effluent Guidelines, established in 1974–1975, set the regulatory framework for both direct and indirect dischargers. Here’s what this means for your operation in plain terms:
Regulated Pollutants: BOD5 (Biochemical Oxygen Demand), TSS (Total Suspended Solids), and pH are the three metrics you’ll be measured against. High BOD from milk sugars and fats is the most common compliance challenge.
Wastestreams: The primary sources of dairy wastewater include equipment and tanker truck washouts, product spillage, clarifier sludge, spoiled or returned products, and CIP cleaning solutions.
Subcategory Rules: The EPA divides dairy processing into 12 subcategories, from receiving stations and fluid products to cheese, ice cream, and dry milk, each with tailored effluent limits. Your plant’s specific subcategory determines the discharge limits you must meet.
Permit Requirements: Direct dischargers need an NPDES (National Pollutant Discharge Elimination System) permit. Indirect dischargers, those sending wastewater to a municipal treatment facility, must comply with the EPA’s Pretreatment Program, which often imposes surcharges for high-strength waste.
If you’re building or expanding a dairy processing plant, factor effluent treatment into your capital budget from the outset. Retrofitting wastewater systems after construction is significantly more expensive than integrating them during design.
Eco-Friendly Plant Practices
The good news is that sustainability in dairy processing is increasingly compatible with profitability. Several proven technologies can reduce your environmental footprint while also lowering operating costs:
Water Reclamation and Reuse: Reverse osmosis and membrane filtration systems can recover “milk water”.The water naturally present in milk is extracted during concentration or evaporation. This reclaimed water, after treatment, can be reused for CIP operations, boiler feed, or even facility cleaning, significantly reducing freshwater intake.
Anaerobic Digestion for Biogas: Whey and high-BOD wastewater are ideal feedstocks for anaerobic digesters. These systems convert organic waste into biogas (primarily methane), which can be used to generate electricity or heat for your plant. It offsets energy costs while reducing the organic load in your discharge.
Thermal Energy Recovery: Heat exchangers in pasteurization systems can capture thermal energy from outgoing hot milk and use it to pre-heat incoming cold milk. Well-designed regenerative systems recover up to 90–95% of the thermal energy, substantially reducing the steam or electricity needed for each pasteurization cycle.
Whey Valorization: Rather than treating cheese whey as waste, modern facilities process it into whey protein concentrates, isolates, or lactose. These are high-value ingredients for the sports nutrition and infant formula markets. It transforms a disposal cost into a revenue stream.
Integrating data analytics in agriculture and processing operations helps you track water usage, energy consumption, and waste output in real time. It turns sustainability from an abstract goal into a measurable, manageable KPI.
The Future of the Dairy Processing Industry
The dairy processing industry is entering a period of accelerated transformation, and staying competitive means keeping an eye on where the market is heading.
Precision Fermentation: Startups are producing dairy-identical proteins (whey, casein) through microbial fermentation without cows. Traditional dairy facilities that diversify into precision fermentation can access entirely new ingredient markets while leveraging existing processing infrastructure.
Plant-Based Integration: Rather than competing against plant-based alternatives, some processors are co-locating plant-based production lines within existing dairy facilities. Shared packaging, cold storage, and distribution infrastructure reduce the cost of serving both markets.
Carbon-Neutral Processing: Growing consumer and regulatory pressure is pushing dairy plants toward net-zero targets. Biogas from anaerobic digestion, solar energy, and heat recovery systems are key pathways. Early movers are already marketing “carbon-neutral dairy” as a premium brand differentiator.
AI-Driven Plant Optimization: Machine learning models trained on years of production data are beginning to optimize entire processing schedules automatically. They balance energy costs, equipment wear, and product demand in real time. It is the natural evolution of the smart farming technology already transforming the agricultural sector.
Conclusion
Modern dairy processing is far more than heating milk and filling cartons. From the moment raw milk arrives at your reception dock to the point where a finished product reaches the retail shelf. Every step relies on precise engineering, rigorous hygiene, and increasingly, real-time data intelligence.
The facilities that will lead this industry in the next decade are the ones investing now in smart automation, sustainable operations, and integrated data platforms that connect farm-level production to plant-floor decision-making. Whether you’re planning a greenfield dairy processing plant or upgrading an existing line, the path forward starts with understanding the entire process and then systematically improving it.
Ready to modernize your dairy operation? Reach out to our Agtech consulting team to discuss plant technology integration, equipment upgrades, or a customized digital roadmap for your facility.
FAQs
What Is the Difference Between HTST and UHT Pasteurization?
HTST heats milk to 72°C for 15 seconds and requires refrigerated distribution. UHT heats milk to 135–150°C for 2–5 seconds, enabling aseptic shelf-stable packaging without refrigeration. Your choice depends on distribution infrastructure, target markets, and desired product shelf life.
How Much Does It Cost to Set Up a Small Dairy Processing Plant?
A small-scale dairy processing plant (5,000–10,000 liters/day) typically requires an investment ranging from $500,000 to $2 million, depending on equipment quality, facility build-out, and local regulatory requirements. Costs increase significantly for UHT lines and aseptic packaging capabilities.
What Are the Key Regulatory Bodies for Dairy Processing in the U.S.?
The FDA oversees Grade A pasteurized milk under the Pasteurized Milk Ordinance (PMO). The USDA’s Agricultural Marketing Service (AMS) manages plant surveys and grading under 7 CFR Part 58. The EPA regulates wastewater discharge through the Dairy Products Processing Effluent Guidelines (40 CFR Part 405).
How Can IoT Sensors Improve Dairy Processing Efficiency?
IoT sensors provide continuous, real-time monitoring of critical parameters like temperature, fat content, flow rates, and equipment health. It eliminates manual sampling delays, enables predictive maintenance, and catches quality deviations at the moment they occur before a full batch is affected.
What Is the Most Profitable Dairy Product to Manufacture?
Cheese and whey protein products generally offer the highest margins in dairy processing. Cheese benefits from strong consumer demand and brand premium potential. Meanwhile, whey protein concentrates and isolates command premium prices in the sports nutrition and infant formula markets.